历代宜兴紫砂性能比对,明清老壶与现代紫砂壶泥料的区别分析
紫砂艺术追求"大巧若拙"
微信号:qinglan337
添加微信好友, 获取更多信息
复制微信号老子说:"大巧若拙",这也是紫砂匠人几百年来追求的一种理论核心。 近六百年紫砂艺术史,留下来的经典作品中人们发现全是古拙的艺术品,可紫砂艺术进入近代以来,特别是最近四十年的发展,人们可以发现处处都是在一唯地追求技术和技术职称。 紫砂壶成型技术

紫砂壶是民间收藏的大项,其收藏与投资古已有之。
20世纪70年代末期,台湾朋友来宜兴大肆购买紫砂壶,其市场价格也不断上涨,但随之而来的是仿制品也大量出现。
之前有一位紫砂藏家曾言,家中紫砂藏品近千件,但其中真正的艺术品也就几十件而已。


收藏紫砂壶应注意挑选精品、真品,并看准市场行情。一些名家制作的紫砂壶都很有收藏价值,尤其是一些大师的作品,而大量地摊上的紫砂壶,绝大多数都是赝品或者粗制滥造的,没什么收藏价值可言。收藏紫砂壶,一定要多提高自己的鉴赏水平,我之前写了《玩老壶必须要知道的几点:明清紫砂壶的鉴赏特征,附顾老鉴定笔记》一文,其中关于泥料这一点有很多朋友对此最为关注,可能个人笔力有限,描述不够具体,介于此,我特地找来非常硬核的资料,供大家参考!
以下内容节选自(历代宜兴紫砂性能),作者:江夏

研究的历代宜兴紫砂样品由南京博物院和宜兴紫砂厂提供,共计34件。为与现代紫砂样品做对比分析,在宜兴和景德镇市场上购买了现代紫砂壶样品3件。
样品照片、样品编号、年代及外貌特征见下表。所有编号中字母均为年代的首字母,数字为同一时代的样品序号。并且挑选了各时期具有代表性、器型不同的15各样品进行外观描述。
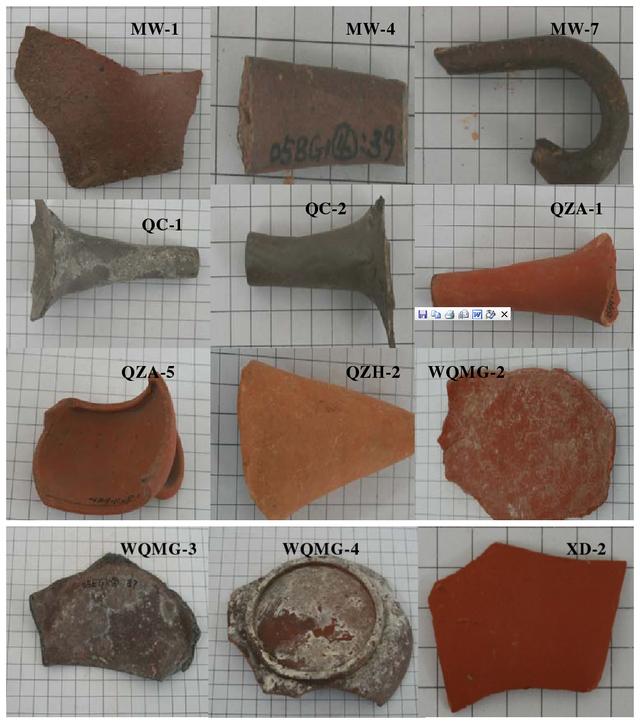

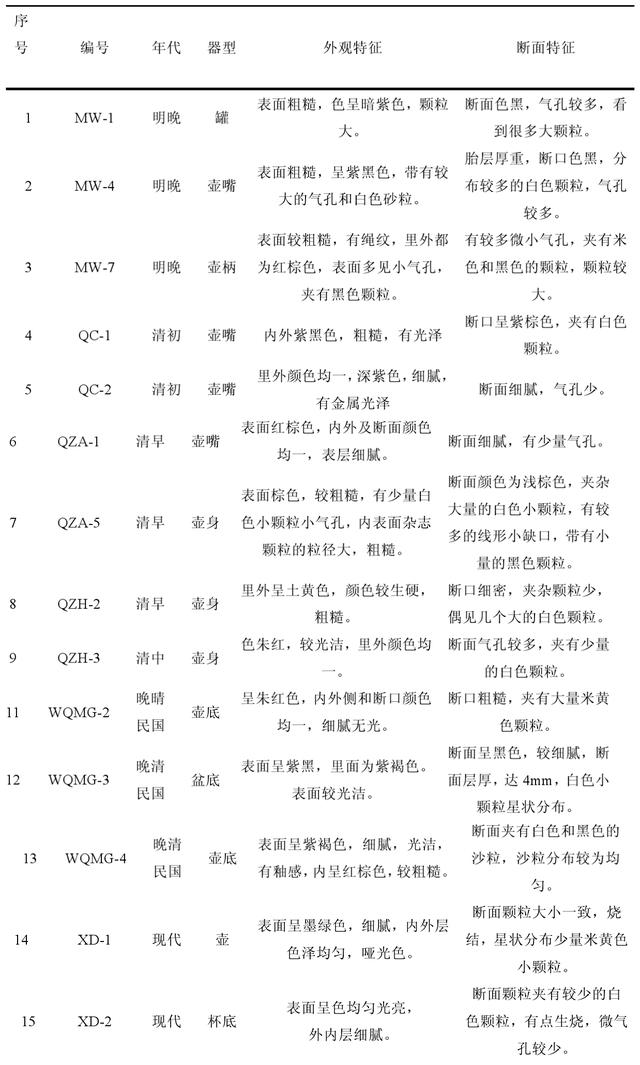
明晚期到清初期紫砂样品,断面颗粒较粗并夹杂少量杂质,颜色大多以紫黑、深紫为主,明显见到比较大的气孔,且较多。这表明,在当时紫砂原料颗粒较粗,纯度不高,处理工艺较落后,同时也反映出成型和烧成条件也不成熟。其中MW-7,表明当时制坯使用陶拍做修饰。清早、清中,断面观察显示出紫砂试样颜色上开始偏红,以红棕、朱红色,颜色均匀,胎质较为细腻,气孔还是较多。晚清民国与现代,断口呈细粒状,色泽均匀,气孔较小细微,而现代颜色表现更加多样,开始加入金属着色剂。
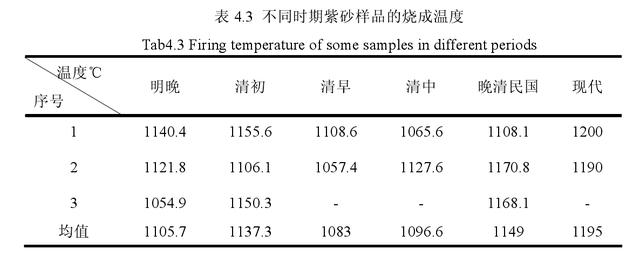
在中国古陶瓷发展的历程中,烧成温度的提高是三大技术突破之一,烧成温度是衡量烧成工艺水平的重要标志。
实验采用热膨胀法来测定部分紫砂样品的烧成温度。古陶瓷的烧成温度在高温膨胀仪上进行测定的原理是:将陶瓷胎体重新加热,并测定在加热过程中其长度变化的情况。胎体在烧成以后又重新加热,当未达到它的原来烧成温度以前所发生的长度变化应该是该物体的受热性膨胀;在超过原来烧成温度后所发生的长度变化则应该由瓷器在重烧过程中所产生的相应变化所决定,也就是原烧成中所产生变化的继续。

因此,当胎体是“正烧”或“过烧”时,就会发生“过烧”膨胀。不论是发生收缩还是膨胀,都会在重烧曲线上出现一个“转折点”。可以利用这一“转折点”来判断样品原料的烧成温度。
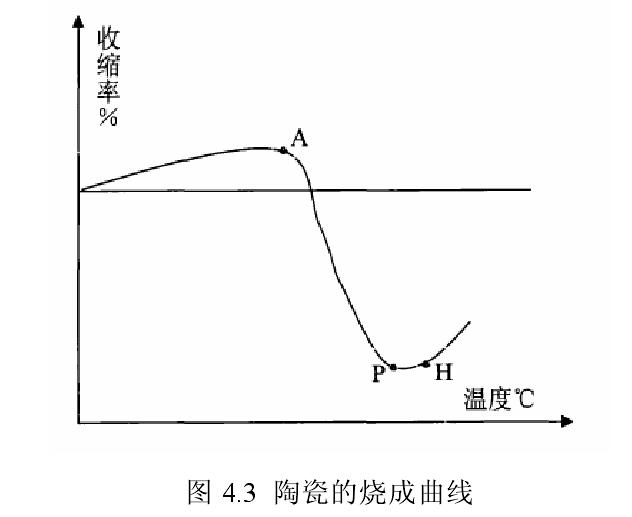
古陶瓷的烧成温度在高温热膨胀仪上进行测定的具体方法是:先将古陶瓷碎片进行切割,再加工成一定尺寸的长条,然后置于仪器上,一面加热,一面自动记录其膨胀曲线,当加热温度达到样品原料的烧成温度而继续加热时,膨胀曲线的走向会发生一定的变化,出现所谓的拐点,则此时的温度即可作为古陶瓷的烧成温度。
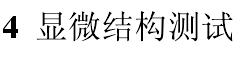
显微结构分析技术是利用光学系统或电子光学系统设备,观察肉眼所不能分辨的微小物体形态结构及其特性的技术。
紫砂内幕小揭秘
紫砂小科普 其一.化工壶,酸洗壶 化工壶即用一些劣质的矿料,或者普通的陶泥,添加化学物质,调配出紫砂料相似的颜色,但化工壶一般过于妖艳,不是紫砂自然的哑光,咋一看似乎亮眼,但仔细看感觉没那么顺眼。使用的话,倒入沸水或者冲泡茶水,都会有异味,对
古陶瓷的显微结构分析是古陶瓷科技研究中主要的技术分析手段之一。对古陶瓷的胎、釉内部结构、原料制备工艺、烧成制度都有重要的影响。陶瓷是多晶、多相(晶相、玻璃相和气相)的聚集体。陶瓷的显微结构包括:晶相的类型和分布,晶粒大小、形态、取向和分布,气孔尺寸、形状与数量、分布,裂隙的存在形态、分布、数量、大小,表面形态、气体吸附及表面结构等,其性能在很大程度上取决于其显微结构。
从上图可知,明晚期和清初期紫砂胎体中有较大颗粒石英,多呈角砾状,轮廓鲜明,尺寸较大,还有较多游离状态的石英砂颗粒,胎体基质颜色偏暗黑色调,可以看出这两个时期对于原料的加工不太讲究。

清早期、晚清民国时期、现代样品中石英颗粒的尺寸逐渐减小,石英边缘较为圆钝,还可以看到小颗粒的黑色铁矿物存在以及石英砂颗粒,并且现代紫砂胎中银白色的云母片相对较为清晰。通过放大镜观察对照相比一致,现代紫砂胎土组织最为细腻,大而明晰的团团颗粒和砂粒较少,泥质较为精炼,时代越晚的胎体则较前者的胎土更加细密。这与原料的处理和烧成工艺有直接的影响。
早期的原料处理工艺较为简单,泥料经过自然风化,石英颗粒尺寸较大,造成在烧成过程中只有晶粒表面受到四周玻璃相的熔蚀而熔于其中,其核心部分可能以残晶形式存在胎体中。这些残晶在加热或冷却过程中因晶形转变而造成开裂,烧成后胎体中的空隙、缺陷较多。

而后期原料的处理工艺较为成熟,筛子出现细分,将粗细颗粒分开,使得配制胎中的石英和其他矿物能充分粉碎,因此在烧成过程中受到四周玻璃相的熔蚀而全部熔于其中,这样,就降低晶形转变而造成胎开裂的发生率,胎体就较为致密。
同时,在历代紫砂试样的显微结构中发现,胎体中都存在或大或小的砂状颗粒。由于当时陶工们为增加紫砂的工艺表现效果,在胎土中往往会加入砂粒进行调砂装饰,使得紫砂制品肌理出现“珠粒隐现,光闪夺目”的效果,丰富了紫砂陶的装饰美感。

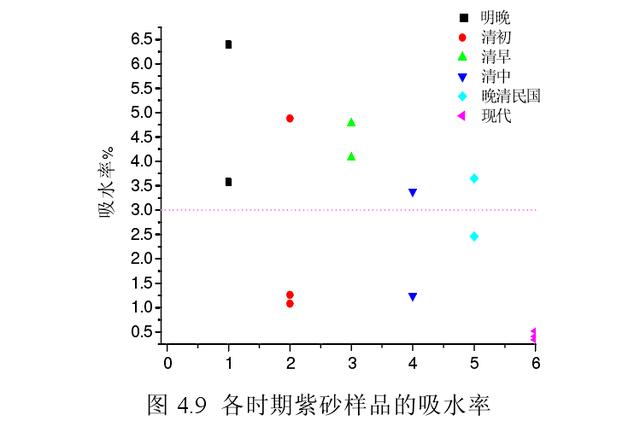
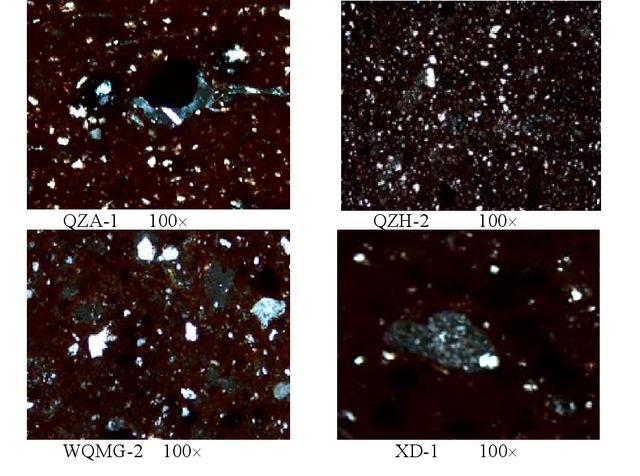
从上图中显示出,明晚到现代六个时期的紫砂样品的体积密度、显气孔率、吸水率变化规律为:现代的体积密度最大,其次清初时期,两个时期吸水率都高于其均值2.2%,而晚睛民国、清中、明晚体积密度相对较小;显气孔率和吸水率则与之呈现出相反的变化规律,显气孔率和吸水率在时期变化上出现相对应的变化趋势。
其中现代和清初的显气孔率和吸水率都远小于其均值线,显气孔率上明晚、清早和清中三个时期的样品都高于均值线,明晚最大,清初和晚清民国则在均值线上下波动。

吸水率方面现代和清初样品都低于其他各时期样品,现代吸水率最低,在1%左右,基本上达到瓷器吸水率的水平。
其他的时期样品吸水率在3%-5%区间内,相比一般陶器的吸水率还是较低的,这与紫砂陶的烧成温度偏高有关系,它们的烧成温度高于1100℃,烧成温度高,低共熔体增多,液相增多,体积收缩,液相增多并逐步填充颗粒间空隙,气孔率和吸水率都相应减小。
因此紫砂陶的吸水率低于一般陶器,某种程度上达到普通瓷器标准。
古代和现代的原料处理上不同,影响着它们各项物理性能参数。
古代开采出的泥料经过自然风化、石墨磨成细粉,再用粗细不同的筛子人工过筛,这样磨成粉末颗粒较粗、大小不均匀。
而现代原料处理采用机械化粉碎、风力筛泥,形成颗粒较细、大小较均匀。颗粒较粗,成型堆积起来,颗粒间存在较大的间隙,在烧制过程中,气孔从晶界分离开来时受到溶质的拉力较大,难于烧结,致密化,制品往往气孔率较高、密度低、吸水率高。颗粒较细、分布均匀,烧成时受到溶质拉力较小,气孔容易排出,烧成后坯体密度较高,气孔率低、相应地吸水率较小。
总之,明晚期至晚清民国时期的紫砂陶器,其所用原料虽为当地的紫砂泥料,但经过数百年的开采使用,地层已有较大变化,在根据风化程度不同,古代紫砂陶所用原料与现代原料已有了较大的差异。
本文源自头条号:紫砂梦工厂如有侵权请联系删除
紫砂小知识——紫砂壶的日常保养和禁忌
日常保养 1、新壶新泡首先要决定此壶将用以配泡哪种茶。譬如重香气的或重滋味的,如果讲究的话,都应专门备泡的壶,同时也可使新壶接受滋养。方法是用干净锅器盛水把壶淹没,用小火煮壶,将茶叶同时放入锅中煮。等滚沸后捞出茶渣再稍待些时候取出新壶置于
本文标题:历代宜兴紫砂性能比对,明清老壶与现代紫砂壶泥料的区别分析
本文链接:http://haozisha.cn/?id=1011
本文声明:除注明转载/出处外,均为本站原创或翻译,转载请务必注明出处。
- 上一篇:紫砂艺术追求"大巧若拙"
- 下一篇:好诗欣赏 | 霍忠义的诗:紫砂壶